Steel, an alloy primarily made of iron and carbon, has a storied history as one of the pillars of modern civilization.
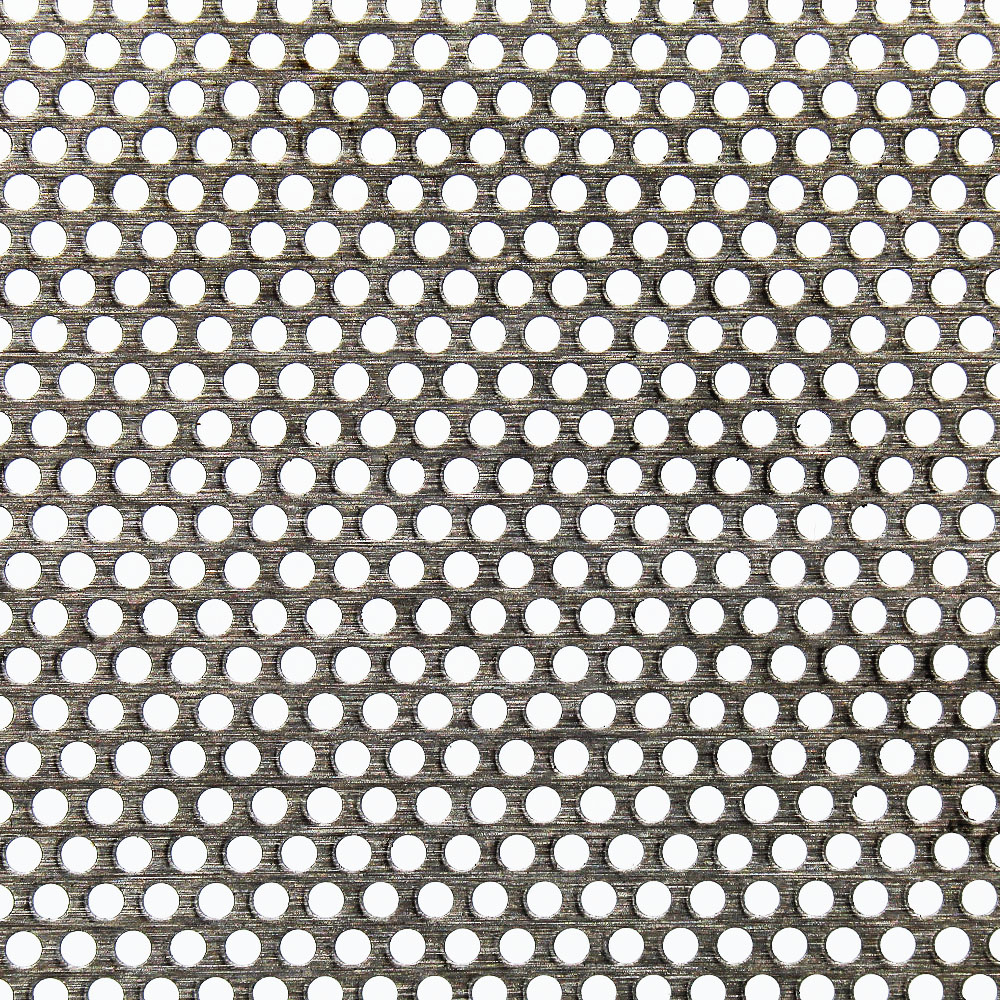
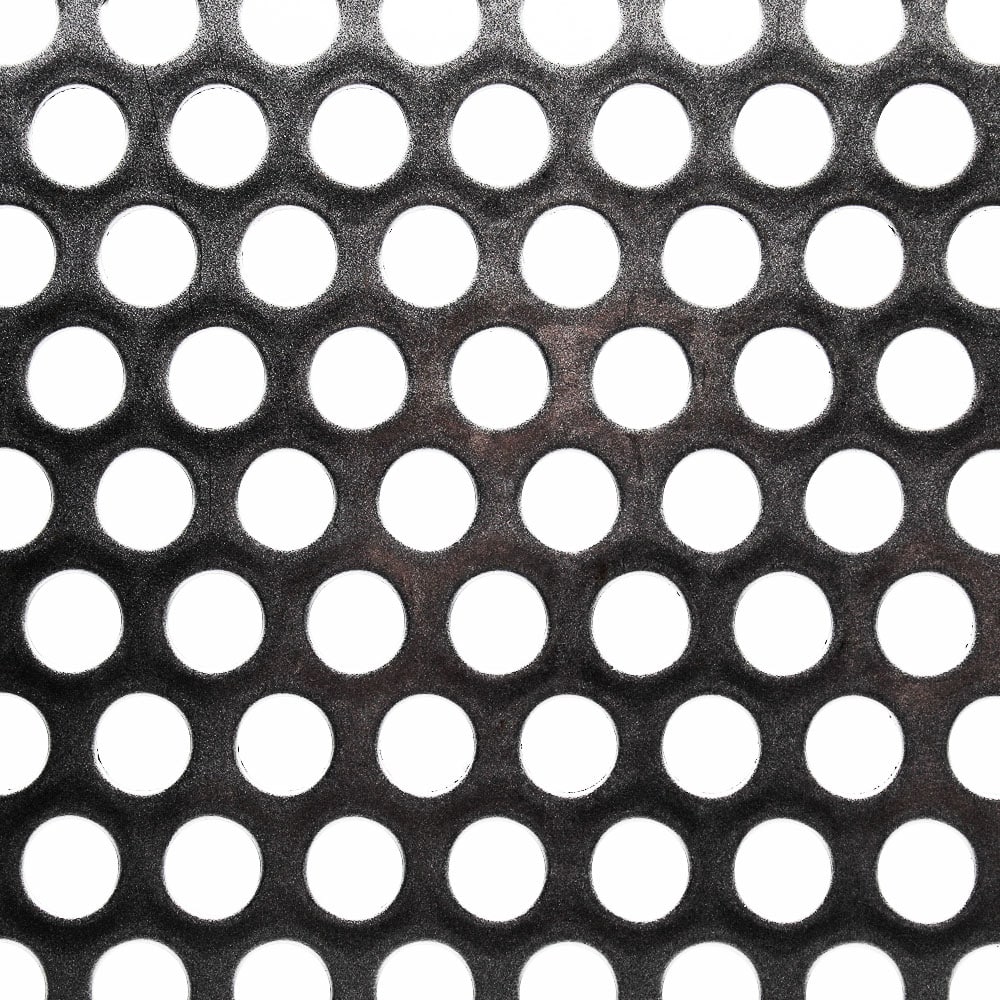
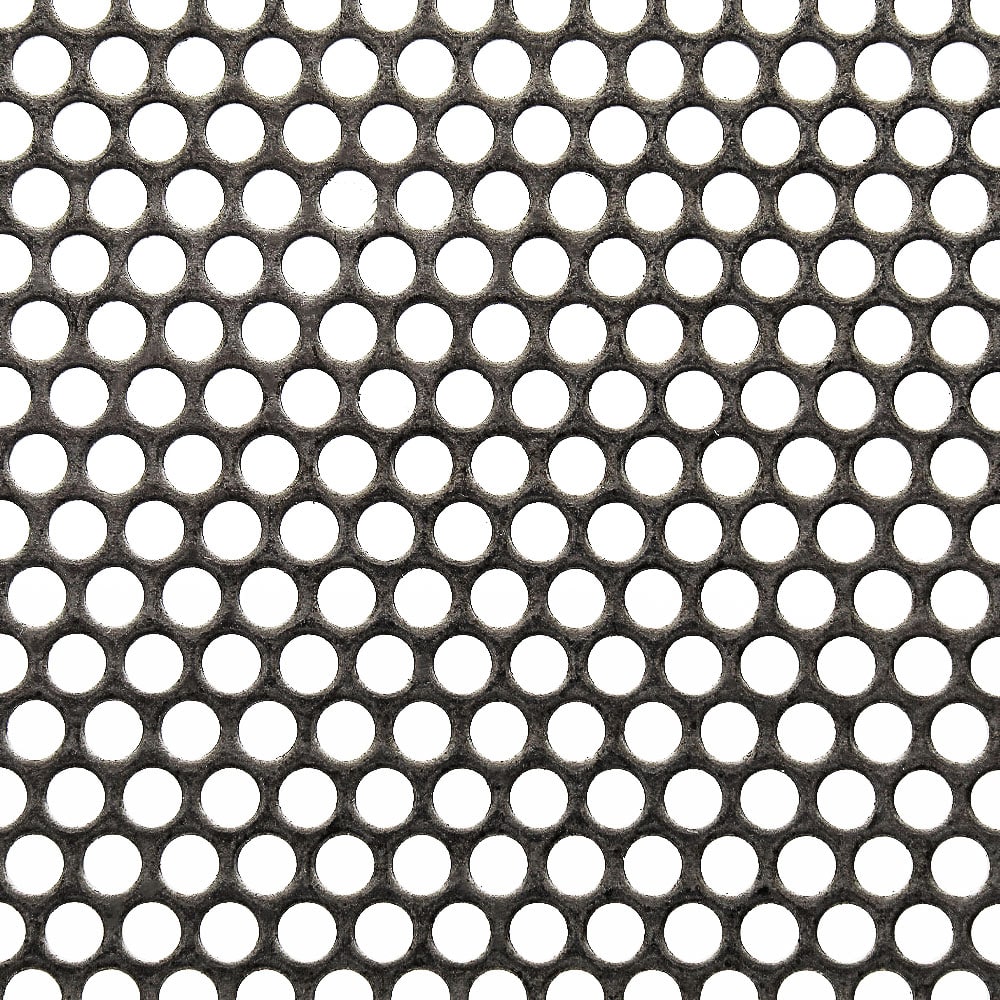
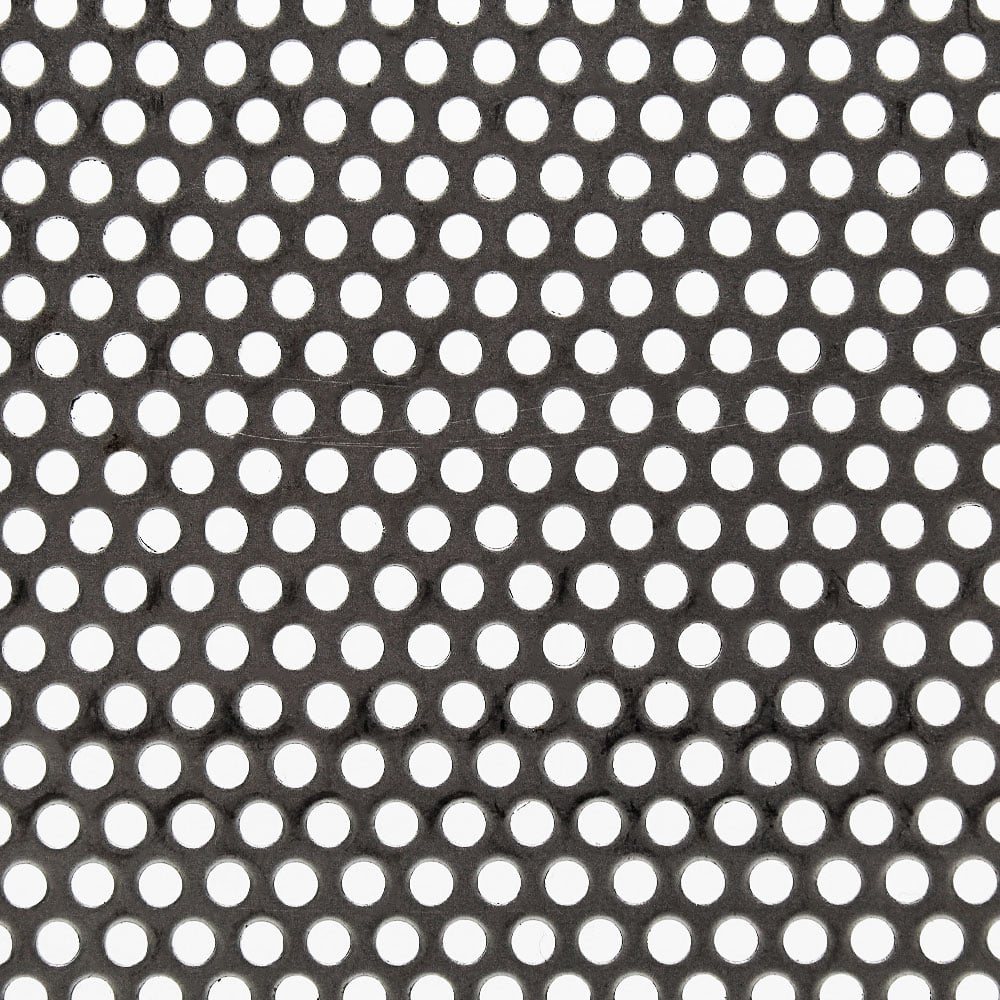
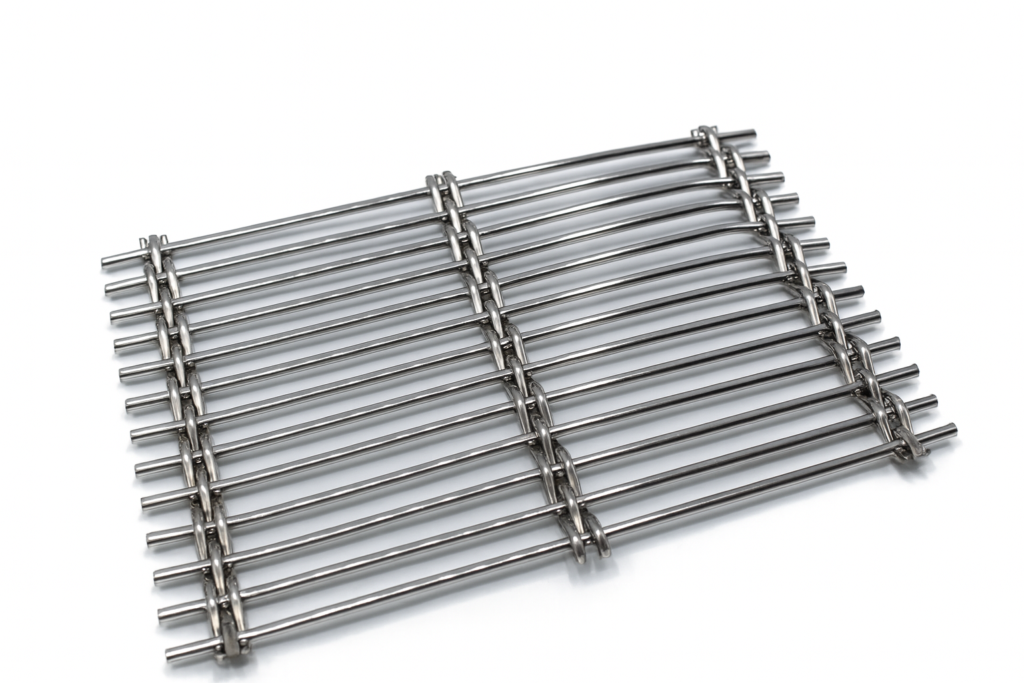
Its impressive tensile strength and durability have made it the backbone of infrastructures, from towering skyscrapers to sprawling bridges. Steel’s robustness is particularly useful in environments that demand resilience, making it a preferred choice for heavy-duty applications, security barriers, and protective screens.
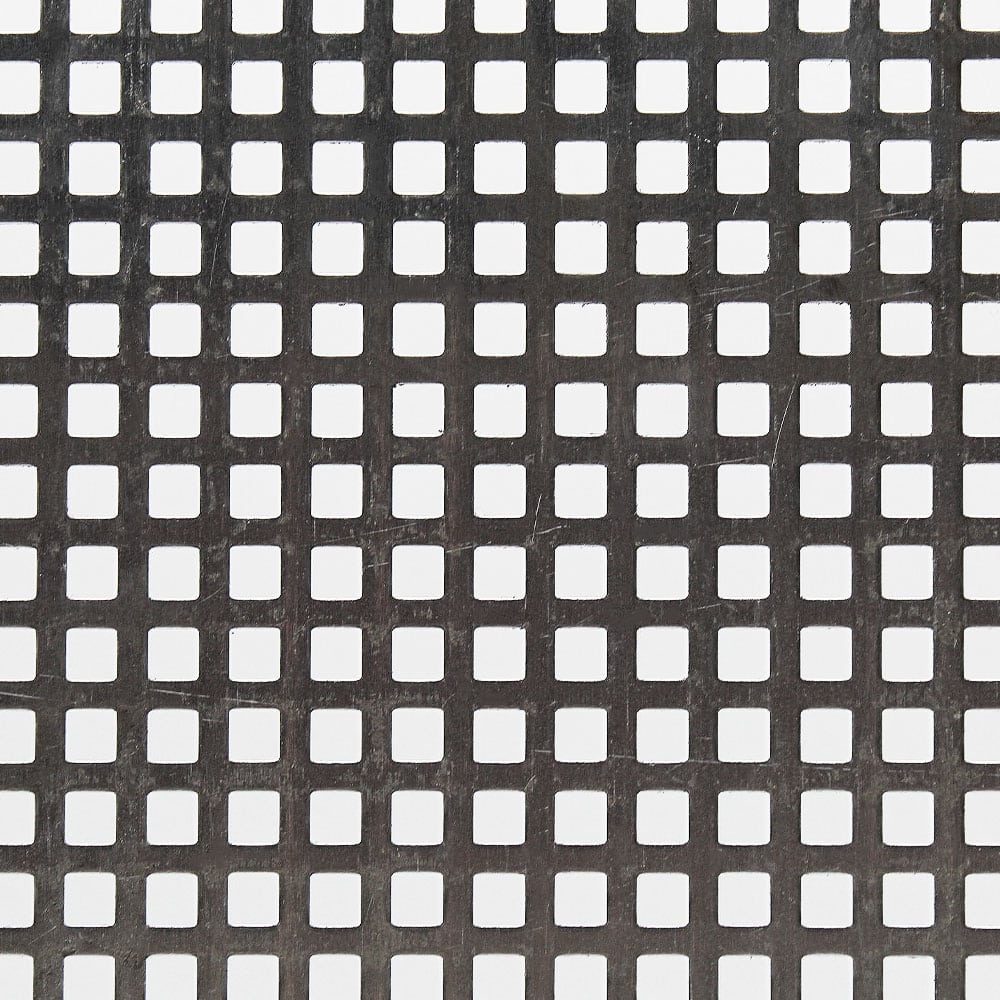
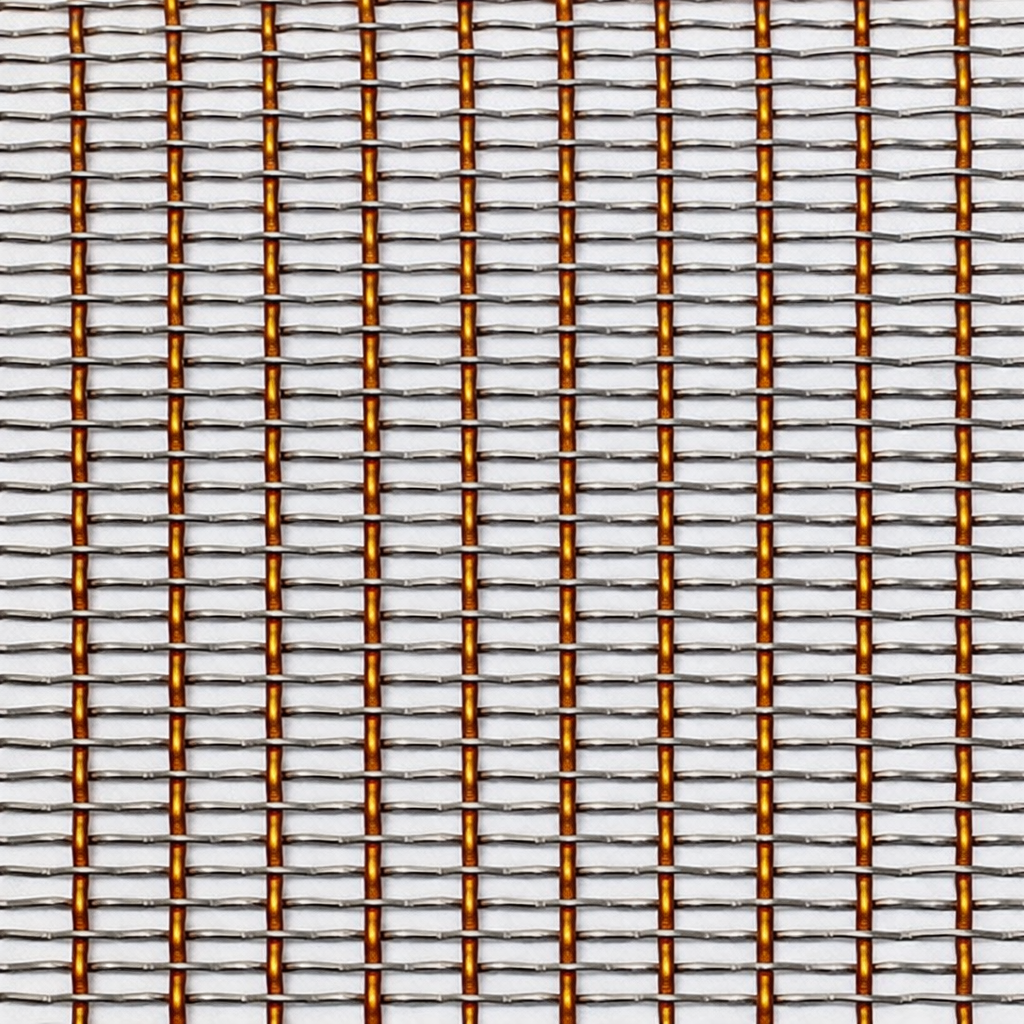
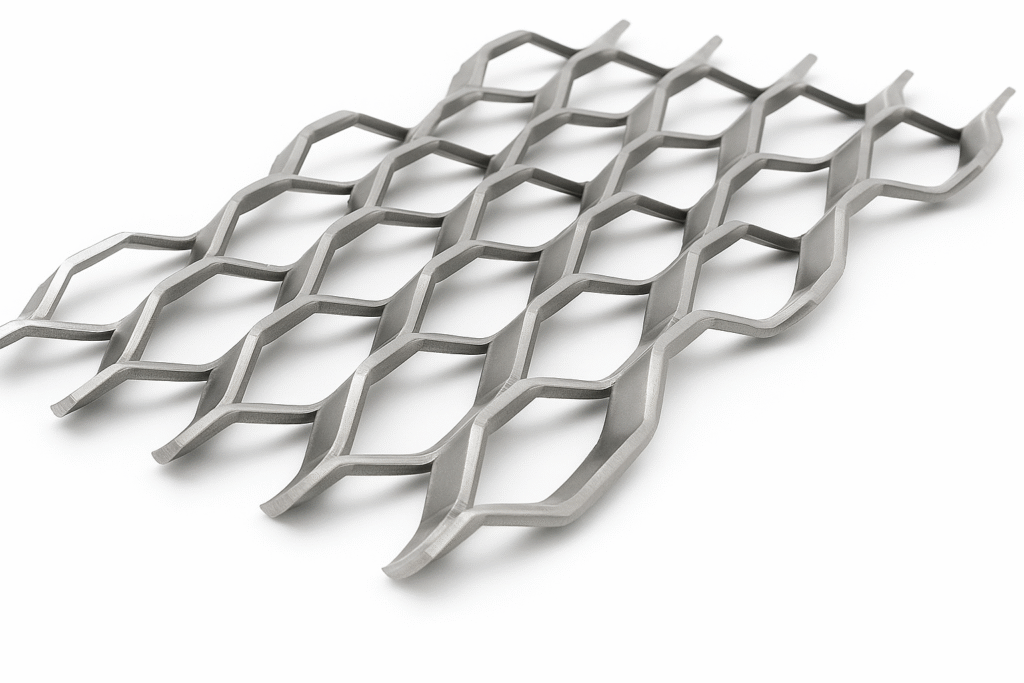
Steel has the advantage of being versatile. There are a variety of steel grades available, ranging from carbon steel to alloy and stainless steel. The corrosion resistance of stainless steel, in particular, rivals that of aluminium in certain conditions. In applications such as kitchen appliances, medical equipment, and architecture, it is invaluable.
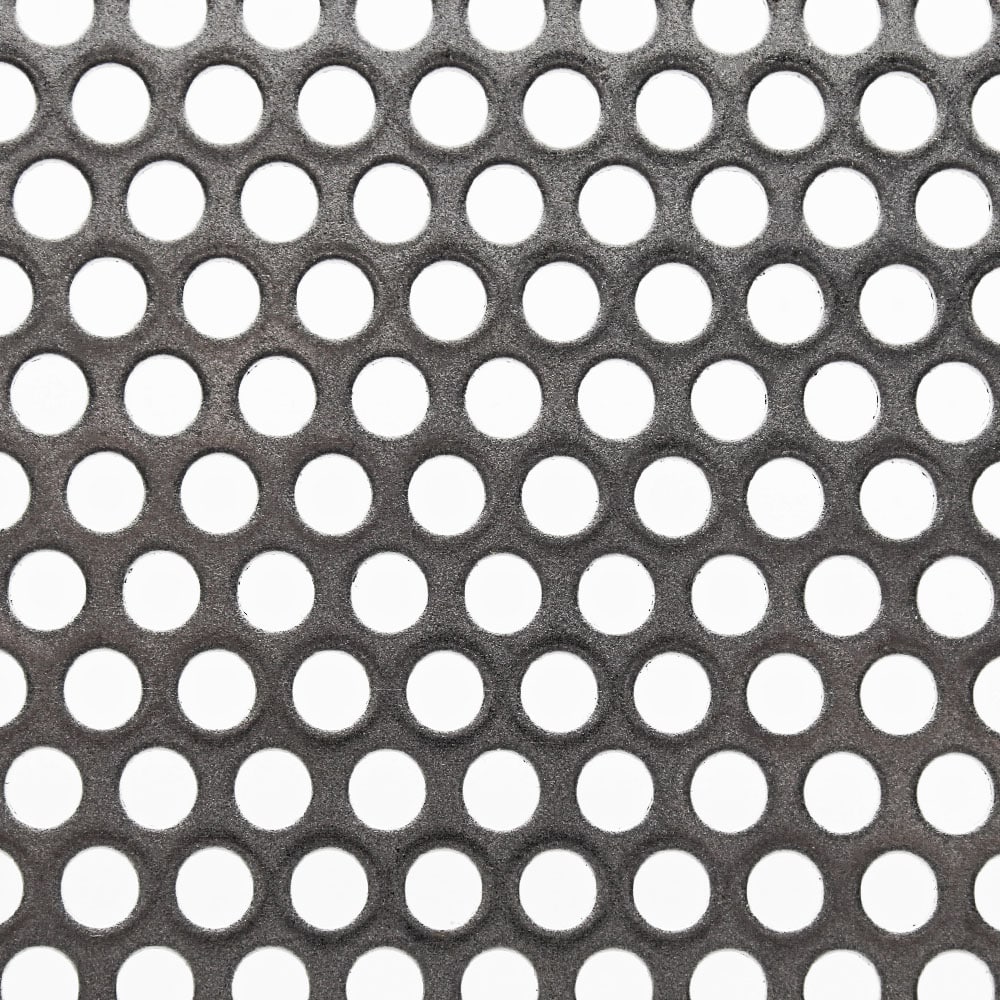
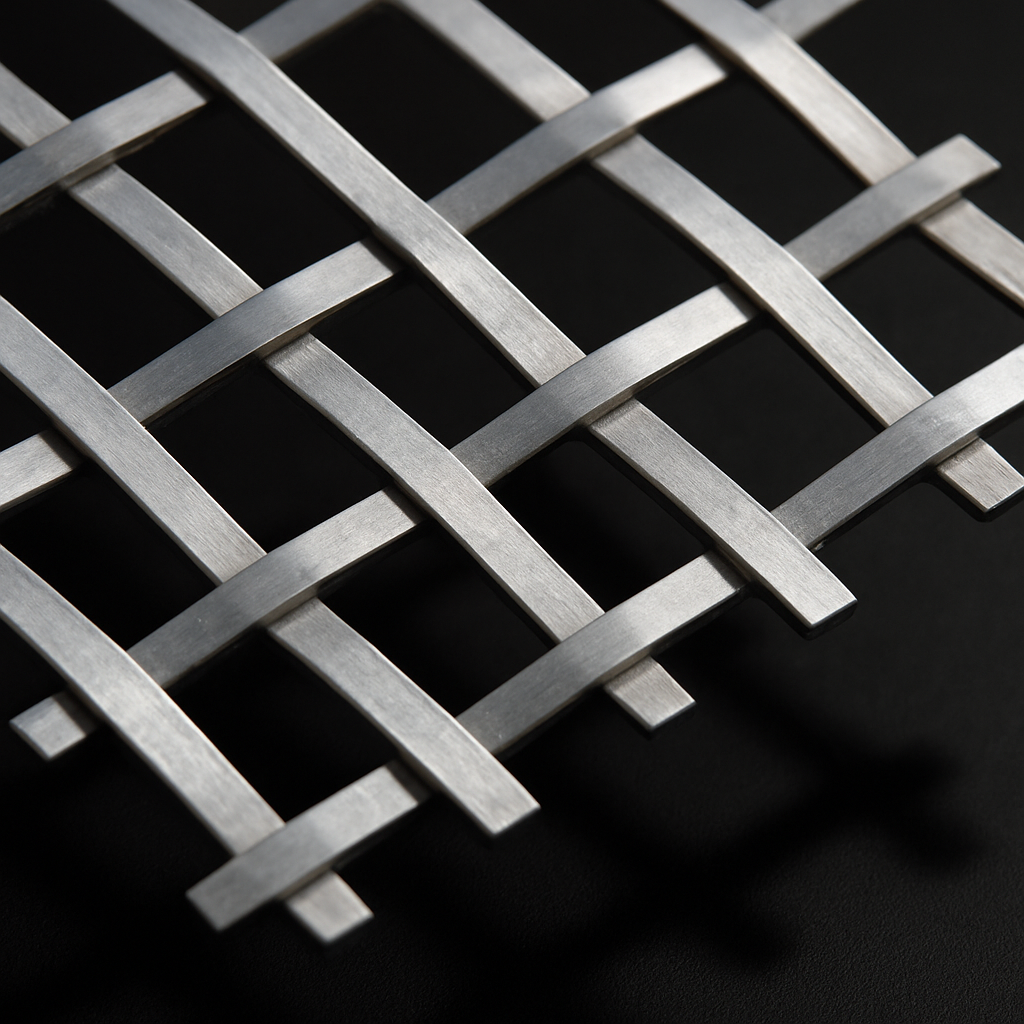
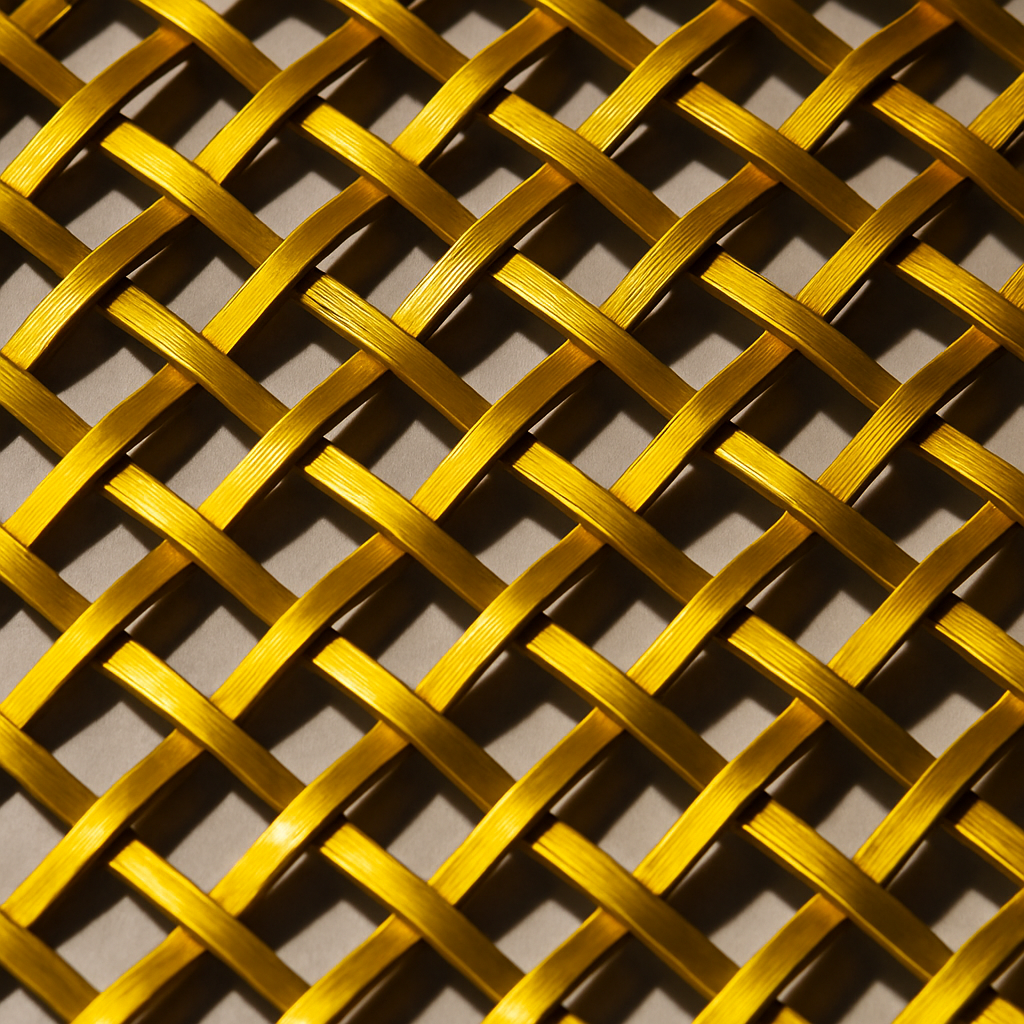
Raw steel can evoke a sense of industrial ruggedness, but it is not limited to that. Designers can leverage steel’s strength without compromising its visual appeal by coating, painting, or treating it.
Steel has merits when it comes to sustainability. A significant percentage of steel products today contain recycled material, just like aluminium. The use of electric arc furnaces has further reduced steel manufacturing’s environmental footprint.